Choosing between a composite and aluminum is a design decision about mass, stiffness, impact resistance, and project timeline. We provide a practical comparison of carbon fiber vs aluminum grounded in manufacturing reality – how each material carries load, holds surface tolerances, and meets deadlines as parts move from CAD to finished components.
AMC Composites designs and manufactures composite structures utilizing CNC-machined aluminum tooling and fixtures, so we evaluate materials against the same criteria: mass, stiffness, impact resistance, thermal window, and production rate.
We also note when hybrids are justified; recent work on inverse hybrid laminates shows that surface preparation and functional adhesive foils can suppress delamination and raise bending stiffness, as reported in the Journal of Materials Research and Technology. These findings are relevant when teams weigh aluminum vs carbon fiber in assemblies that require metal threads with composite skins.
Hybrid note. Metal/composite stacks can combine ductility with directional stiffness. Adhesion promoters and controlled surface preparation are essential to prevent cooling-stage delamination and to maintain ductile interlaminar behavior.

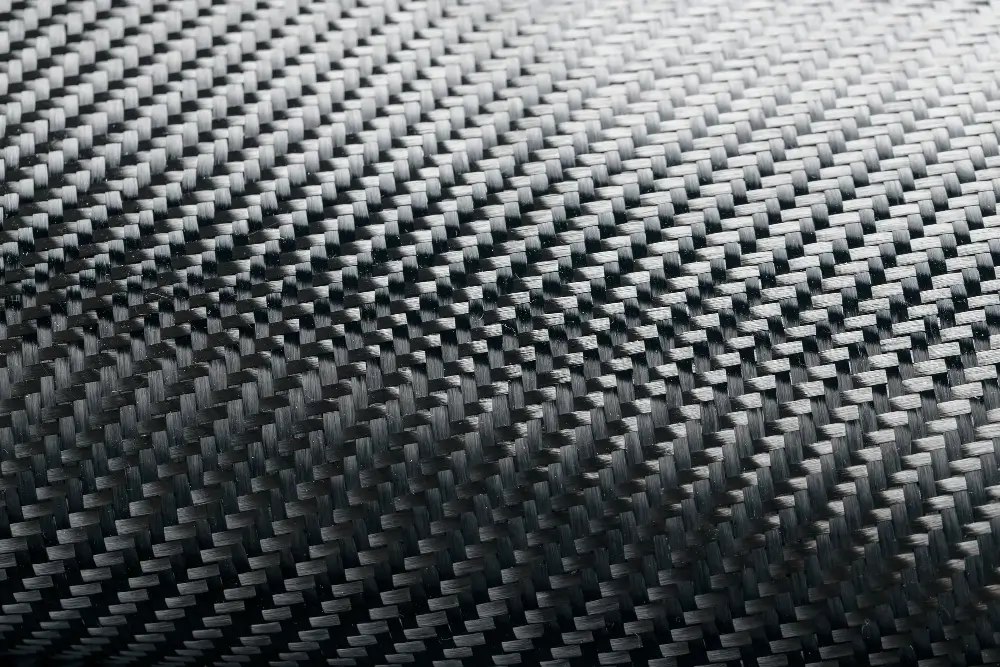
The real question in carbon fiber density vs aluminum is mass per unit stiffness for the target deflection. Carbon laminates let you put fibers only where loads travel, so a UD-backed skin can meet deflection targets with fewer plies and lower mass. That’s why teams see meaningful carbon fiber vs aluminum weight gains on large panels and long spans: anisotropy becomes an advantage, not a constraint. Process matters as well.
Prepreg controls fiber volume tightly; vacuum infusion scales cleanly on big shells without excessive tooling weight. Aluminum still wins when geometry is highly machined or very thin-walled – aggressive pocketing can remove ounces quickly, but density never turns directional, so stiffness per pound is capped by design rather than layup.
For tooling and fixtures that see heat, aluminum selection drives stability. 6061-T6 holds up for autoclave and oven work; 7075, while stronger, can lose temper in the low-200 °F range, so it’s a poor choice for hot cycles. That distinction keeps mass predictable when composite parts are cured against metal tools.
.webp)
In carbon fiber vs aluminum strength discussions, what matters most is specific strength and stiffness. Composites concentrate capability along the fiber direction; stacks like 0/±45/90 carry axial, shear, and hoop loads with far less thickness than isotropic metal would need. High-strength and intermediate-modulus fibers preserve service strain, while high-modulus locks down deflection on precision skins and spars.
Aluminum responds the same in every direction and excels at bolted joints and clamp interfaces; it also machines to tight tolerances without print-through. In practice, we often pair materials: carbon for the span, aluminum for bosses, threads, and local load injection.
Tooling choices reinforce these trade-offs. 6061-T6 is the workhorse for heated layup tools and trim fixtures; MIC-6 plate is effective for flat jigs. Where a program demands compression cycles or quick trials, steel tools carry load longer, while aluminum remains the right platform for prototype forged carbon fiber molds where schedules are tight and temperatures are controlled.

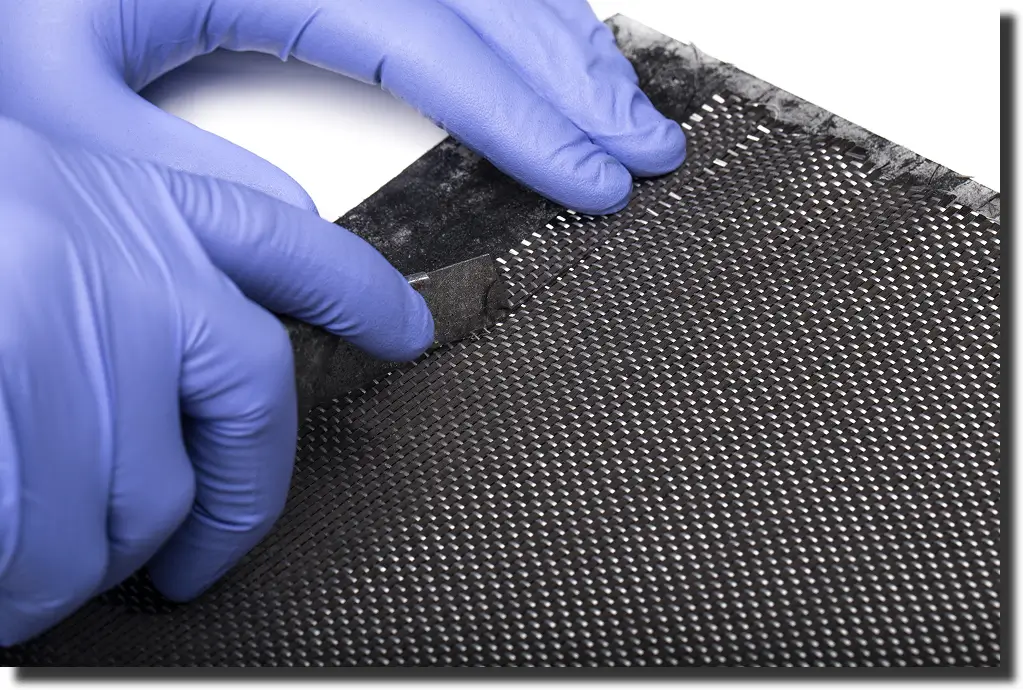
Aluminum is forgiving under impact: it dents, work-hardens, and telegraphs damage early. Carbon laminates carry service hits well when ply drop-offs are gentle and edges are finished clean; ultimate failure is brittle, so edge quality, hole quality, and taper strategy matter.
That is where precise Composite Trimming protects fatigue life – clean cuts and burr-free holes reduce stress risers and keep fibers engaged. Over long duty cycles, anisotropic layups can be tuned to the dominant load path to delay microcrack growth; metals rely more on section changes and surface finish to manage fatigue.
For fixtures and tools that live near abrasive fibers or repeated heat cycles, durability considerations diverge. Aluminum can warp slightly under cyclic heat and forged processes, and will wear faster against carbon; steel lasts longer in that environment. On the part side, high-strength fiber grades maintain a generous service-strain window for daily duty, while stiffer grades minimize deflection on parts where movement is the failure mode rather than a one-time impact.
Thermal exposure is where carbon fiber vs aluminum diverges most in production. Carbon laminates need controlled cure windows; autoclave or oven cycles set resin behavior and final geometry. Aluminum tools must stay dimensionally stable through those cycles. 6061-T6 holds up for heated layup and oven cures. 7075, although stronger on paper, can lose temper in the low 200 °F range, which makes it a poor candidate for cures requiring elevated temperatures. Repeated heat cycles can also distort aluminum slightly during forged-carbon trials, so cycle planning matters.
On finished parts, temperature swings drive differential expansion at joints. Composites keep stiffness across a broad window if the layup is balanced and edges are finished clean. Aluminum absorbs heat quickly and machines fine features well, but it carries its thermal growth in every direction, which needs to be accounted for in long spans and tight gaps.
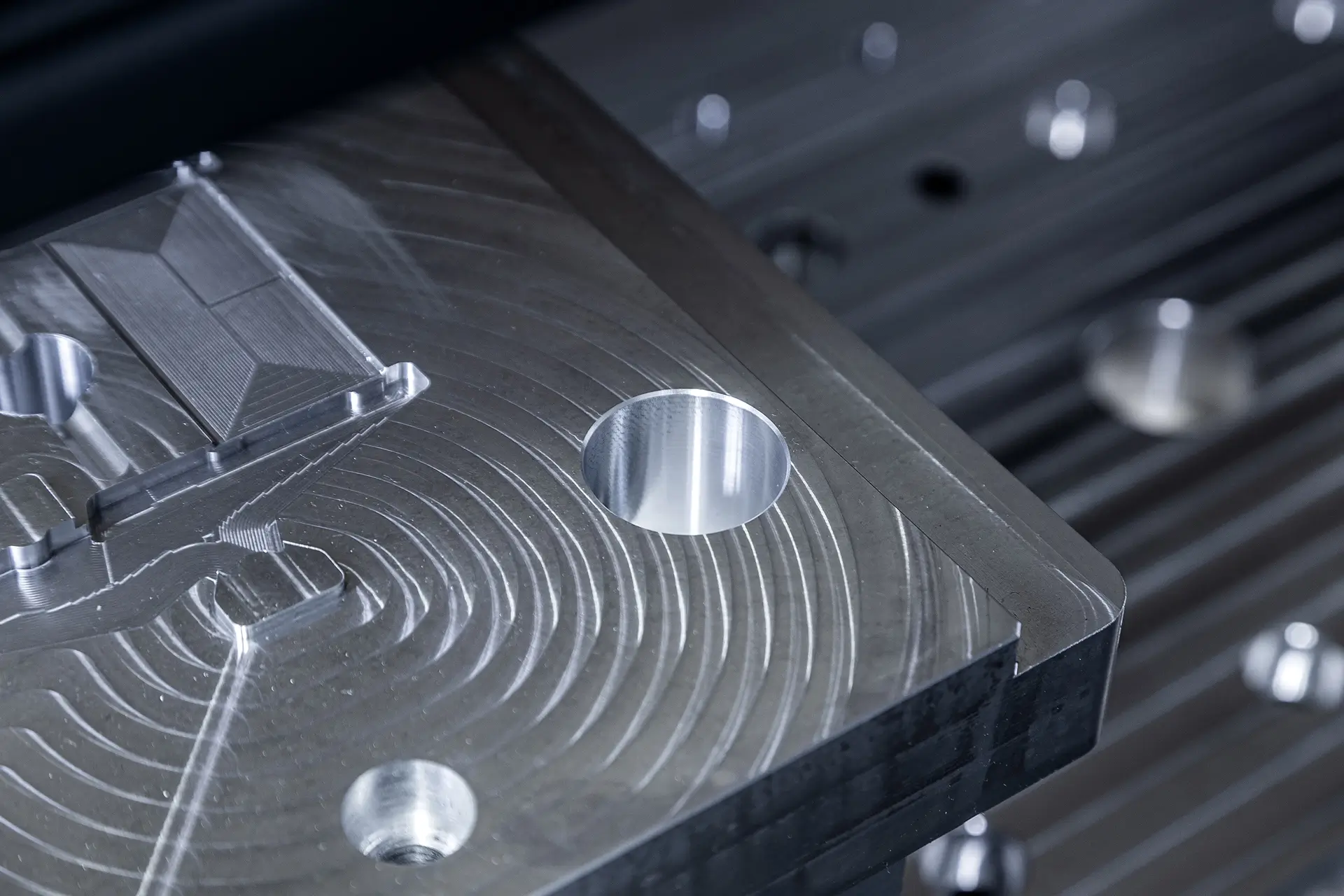
Aluminum is integral to day-to-day manufacturing. We start molds and reinforcements from billet, mill to spec on CNC machines, and CMM-inspect when the tool sets final geometry or interfaces with a customer assembly. 6061-T6 is our default for autoclave and oven-cure tooling, including vacuum infusion mold sets when the program is oven cured. MIC-6 plate supports flat jigs; 8020 framing builds modular fixtures. Where cycle count and pressure rise, steel tools carry load longer.
For speed on early trials, aluminum remains the right platform for low-production or prototype forged carbon fiber molds. Select tools are anodized to aid release on complex geometry. On finished parts, we provide Composite Finishing – sanding, clear coat, paint, and polish staged to protect surface quality and durability. For program scoping and examples across industries, see our overview on Custom Carbon Fiber Parts.
Choosing between carbon and aluminum is a constraint-driven decision. Composites deliver high stiffness per pound and directional layups; aluminum offers isotropy, precise machining, and predictable interfaces. Align the tool to the thermal window, and align the part to the load path. If you’d like an apples-to-apples comparison for your geometry, share your CAD or load cases and we’ll outline how our services can help you.
.webp)