Not all carbon is created equal. Picking the right types of carbon fiber, the weave that will actually drape, and the process that fits the application is how custom carbon fiber parts and carbon fiber wheels hit weight, finish, and cycle-time targets.
At AMC Composites we keep design, mold making, layup, cure, and finishing in-house. That lets us match fiber grade to load path, pair fabrics with real geometry, and pick the process – prepreg, infusion, wet layup, forged, or printed CF-thermoplastic; that delivers clean parts on time. This guide turns those choices into a simple map you can reuse on wheels, brackets, and large skins alike.
When we say “type,” we’re talking about a few levers you can pull to change real outcomes (stiffness, impact resistance, cosmetics, throughput). Keep this framework handy:
What it controls: strain window and modulus, which set deflection and durability.
What it controls: drape, directionality, and edge behavior.
What it controls: fiber volume, surface class, and repeatability at production speed.
Want the data spine behind those choices? The analyses in Carbon Fiber Trends show how grade, matrix, and processing interact – useful context when you’re balancing stiffness targets against cycle time.
.webp)
When people ask about carbon fiber types, they usually mean fiber grade. That choice decides how the laminate behaves before you even cut the first ply. High-strength (HS) fiber gives you a wider strain window, so parts tolerate real-world knocks and still come back on spec. It’s the everyday athlete: great for aero panels, wheels, and fixtures that see curb strikes or assembly abuse.
Intermediate-modulus (IM) sits in the middle. You get a meaningful bump in stiffness without the brittleness penalty of very high modulus. That makes IM a solid choice for brackets, seat rails, and body panels that need less deflection but still face handling and service loads. In practice, IM helps you trim plies and keep thickness down while meeting deflection targets.
High-modulus (HM) is for “no‑flex” briefs. Think long spans, precision skins, or spars where movement must drop to near zero. HM rewards crisp molds, generous radii, and careful cure schedules. It is not the grade you pick for high‑chip‑risk zones in automotive programs; it’s the one you use to lock geometry when stiffness rules.
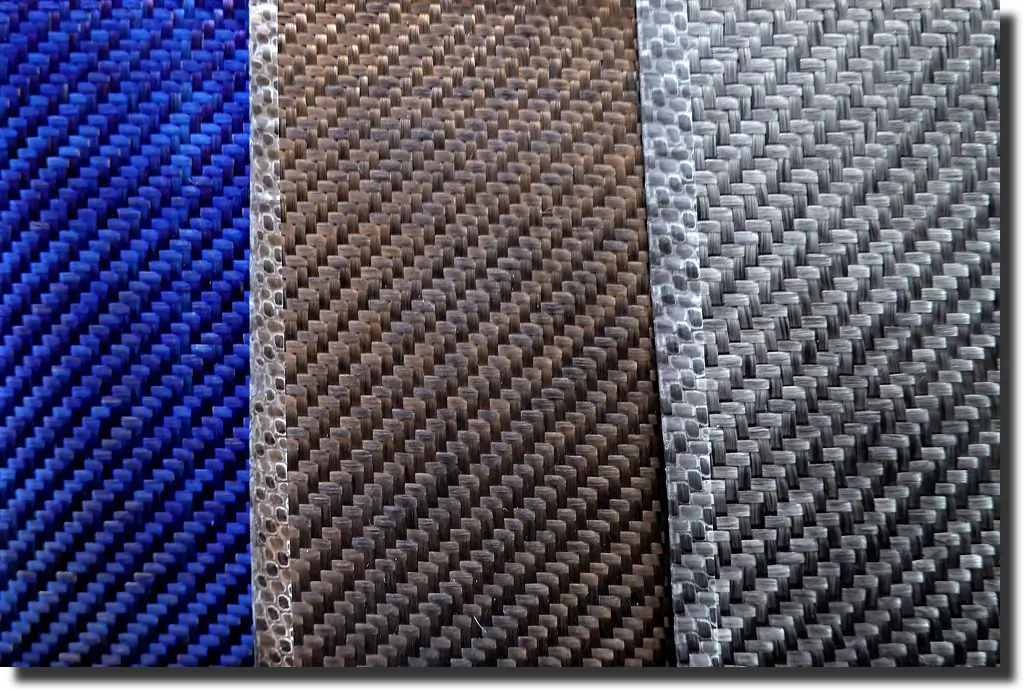
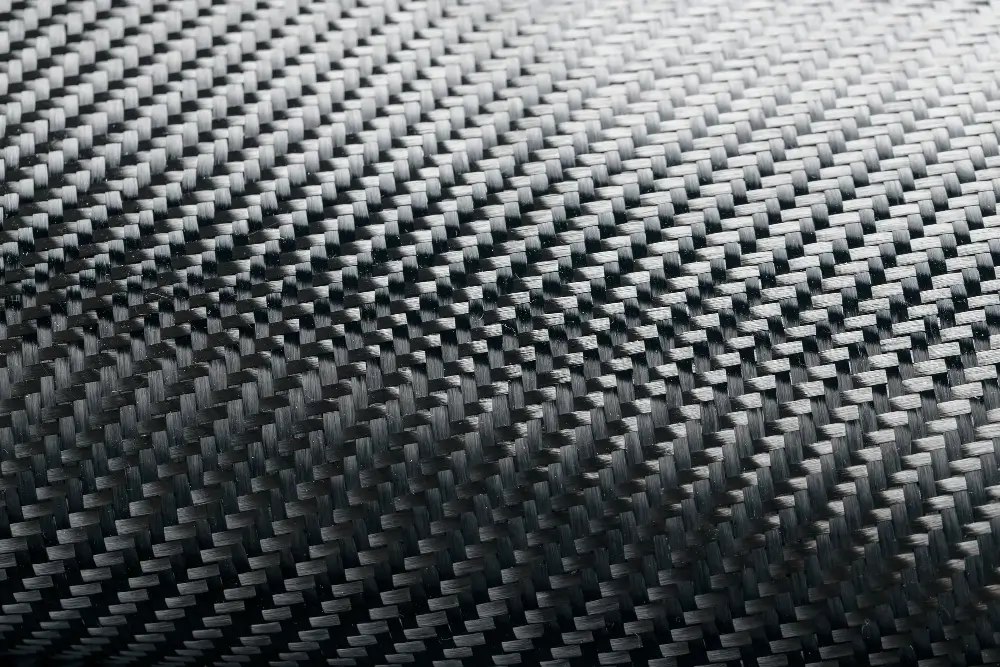
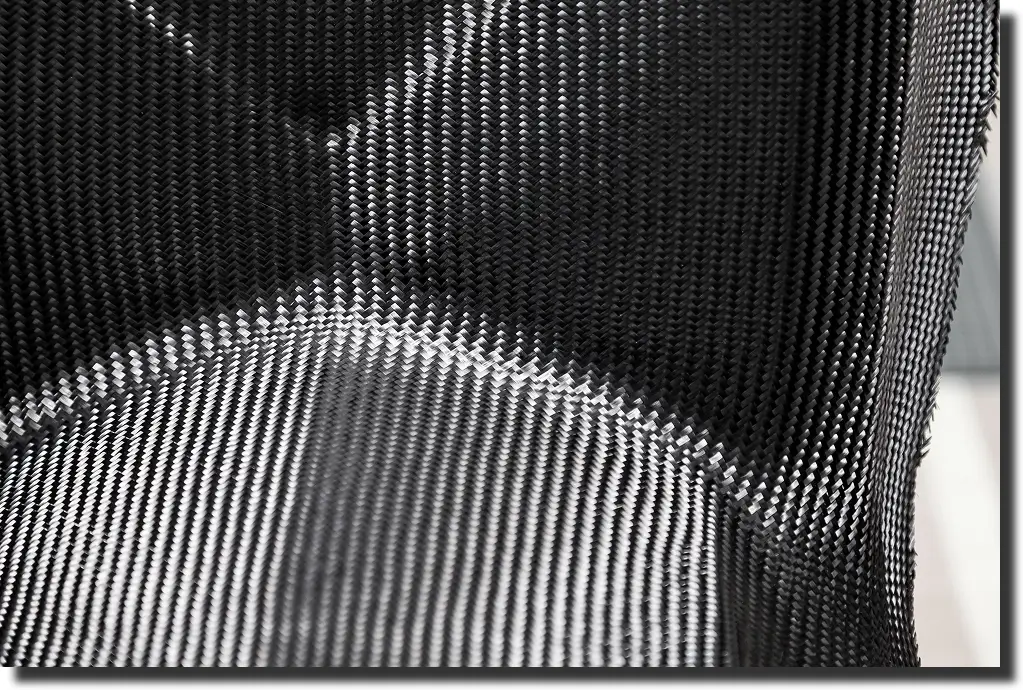
Weave drives drape, finish, and edge behavior. Plain weave is the tidy workhorse. It resists distortion, hugs small radii, and gives clean edges that kit well. It is a favorite for repeatable ply placement and tight seams.
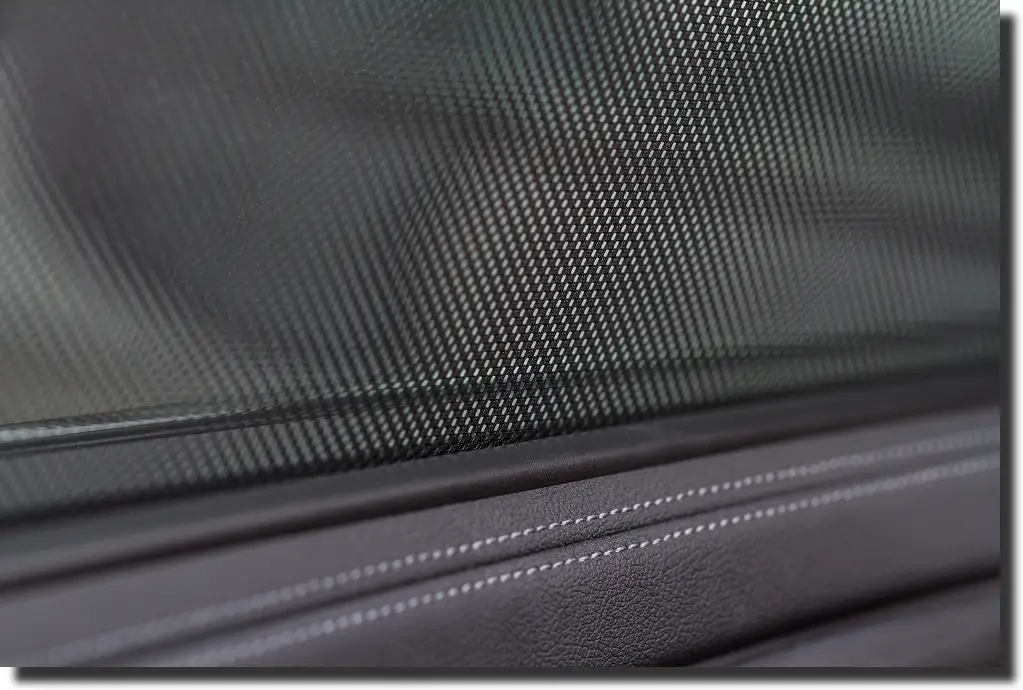
2x2 twill drapes easier over compound curves. It’s the “show-surface” classic many customers expect on visible parts. Twill flows around bezels, ducts, and fairings with less bridging, which shortens clean-up and lowers rework.
Satin and multiaxial fabrics (biax and triax) smooth out surfaces on large skins and lids. The fiber sets are tailored so stiffness follows the load path without a bulky stack. Pair these with a stable backing and you can hit finish and stiffness together.
Unidirectional (UD) tapes are how you steer performance. Stack 0/±45/90 to send stiffness where loads actually flow. Post-cure trimming keeps edges crisp and holes burr-free within tolerance composite trimming.
If you’re sorting types of carbon fiber weave for a new skin, start with the drape you need, then tune the UD underlay to carry the structure.
Not every program is woven. UD stacks give directional strength with thin, efficient laminates. You place stiffness exactly where you want it, hit the loads you need, and skip unnecessary plies. That keeps weight down without risking edge peel or unexpected spring‑back.
Compression‑molded chopped charge is the route for complex small-medium components with fast cycles. The random fiber orientation fills undercuts and fine details, so handles, brackets, and interior covers pop out repeatedly with minimal post‑work. In automotive, this path excells when you want production‑grade repeatability and a premium marbled look.
Printed CF‑thermoplastics move ideas from CAD to fixture fast. CF‑filled or reinforced nylon produces ducts, forms, and jigs quickly. You tune layer thickness, raster angle, and infill to hit stiffness targets, then validate in‑house. Printed inserts can nest inside laminates or guide layup before you scale to prepreg, infusion, or compression tooling.
Need speed while you validate geometry? Printed CF‑thermoplastic is a practical path for fixtures and ducts. In published testing of CF‑reinforced nylon (FDM), tensile strength typically lands around 3,300–4,980 psi (≈ 23-34 MPa) and flexural strength around 2,920-3,760 psi (≈ 20-26 MPa), tunable by layer thickness and raster angle – handy for quick jigs before committing to autoclave or compression tools.
For small‑to‑medium components with deep draws and fine details, compression‑molded chopped charge repeats fast and delivers the marbled look many programs want without a heavy finishing burden.
For a deeper dive in carbon fiber property, here’s what teams usually compare when lining up weave or form:
Quality carbon fiber parts aren’t luck. They’re the sum of three aligned choices: grade that matches the load, weave/form that behaves on the shape, and a process that holds surface and tolerance without slowing the line. If you want a quick sanity check on a stack‑up, or need help mapping grade, fabric, and cure to your print – Contact AMC Composites.
.webp)