Prepreg carbon fiber is specified when the part requires controlled resin content, precise fiber placement, repeatable thickness, and stable mechanical properties after cure. It is not just a lightweight option; it is a process route for parts that need consistent performance.
At AMC Composites, that is prevalent for carbon fiber wheels, structural covers, housings, brackets, and custom carbon fiber parts, where performance depends on the full manufacturing route. The material is only the starting point. The final result comes from layup discipline, tooling quality, vacuum control, cure strategy, trimming, and inspection.
Prepreg provides a controlled route to convert carbon fiber cloth into high-performance components, but the process only works if each step is disciplined. Storage, ply cutting, placement, debulk, cure, and finishing all determine whether the finished part meets its duty case.
Prepreg carbon fiber is carbon fiber reinforcement that has already been impregnated with a controlled resin system before it reaches the mold. The resin is partially advanced, or staged, so the material can be handled, cut, laid up, compacted, and cured into a finished composite structure.
Controlled resin content is why prepreg is chosen for demanding parts. Wet layup adds resin during the build. Infusion moves resin through a dry stack. Prepreg arrives as a prepared material system, reducing variation and giving the manufacturer control over the laminate from the first ply.
Prepreg is not the default for every composite part. It fits when the design demands tight repeatability, high stiffness-to-weight carbon fiber performance, clean surfaces, and predictable mechanical behavior. That is why it remains a core process in aerospace, automotive, racing, and other high-performance programs.
The prepreg process turns prepared carbon fiber material into a cured component through controlled handling, layup, vacuum consolidation, and heat. Each step preserves fiber orientation, removes trapped air, compacts the laminate, and cures the resin into a stable structure.
Research in Composites Part A explains how prepreg results track material behavior and process control. It also shows why porosity, consolidation, cure schedule, and final part quality must be managed together.

Prepreg material requires disciplined handling before it reaches the tool. Storage conditions preserve tack, handling quality, and shelf life as the resin is partially cured. The material must be conditioned to the shop environment in a controlled way to prevent condensation on the surface before layup.
Preparation includes material checks, confirming job requirements, and ensuring tooling, consumables, and ply kits are ready. Issues at this stage carry forward into the laminate and are difficult to correct after cure.
Kit cutting trims carbon fiber prepreg rolls into plies that match the part geometry and laminate schedule. Each ply has a defined shape, orientation, and location, supporting accuracy and repeatability in the stack, while considerably reducing layup time
At production scale, kit cutting reduces waste. Pre-preg carbon fiber material is expensive - careful nesting improves efficiency without compromising design. For complex parts, prepared ply kits ensure consistent layup for volume production.
Prepreg carbon fiber layup is where the laminate architecture becomes physical. Each ply is placed into the mold according to the required orientation, stacking sequence, and local reinforcement plan.
This step controls the load path. A ply placed off-angle, bridged over radii, or wrinkled into a corner can reduce performance even if the material is correct. Disciplined layup keeps the fiber path aligned with the design and manages difficult features before they become defects.
For structural parts, layup must account for holes, inserts, bonding zones, edges, and thickness transitions. These details determine whether the finished component performs as a uniform laminate or develops local compliance and weak points in service.
Debulk steps compress the plies, improve ply contact, and limit air inclusions. This is critical for thicker laminates, tight corners, and complex geometry. Poor debulking can lead to porosity, wrinkles, resin pockets, and dimensional variation.
After debulking, the part is prepared for vacuum consolidation. Vacuum bagging removes trapped air, compacts the plies, and holds the laminate against the tool before and during cure.
Vacuum integrity is critical as air and voids introduce stress concentrations. Prepreg only delivers repeatable performance when the laminate is compacted properly prior to cure.
Once the laminate is prepared, it is cured through autoclaving or elevated temperature, depending on the material system, part geometry, and application. During cure, heat advances the resin chemistry and transforms the staged prepreg into a solid composite structure.
Autoclave cure adds external pressure and heat to support consolidation and suppress porosity. Elevated-temperature or out-of-autoclave routes also produce high-quality components when the material system and process window are matched correctly. The choice depends on the part, the performance target, the production plan, and budget.
Cure is the point where the laminate becomes the final structure. After this stage, defects like porosity, wrinkling, and poor ply placement are difficult to correct. That is why the earlier steps have to be controlled before the part enters cure.
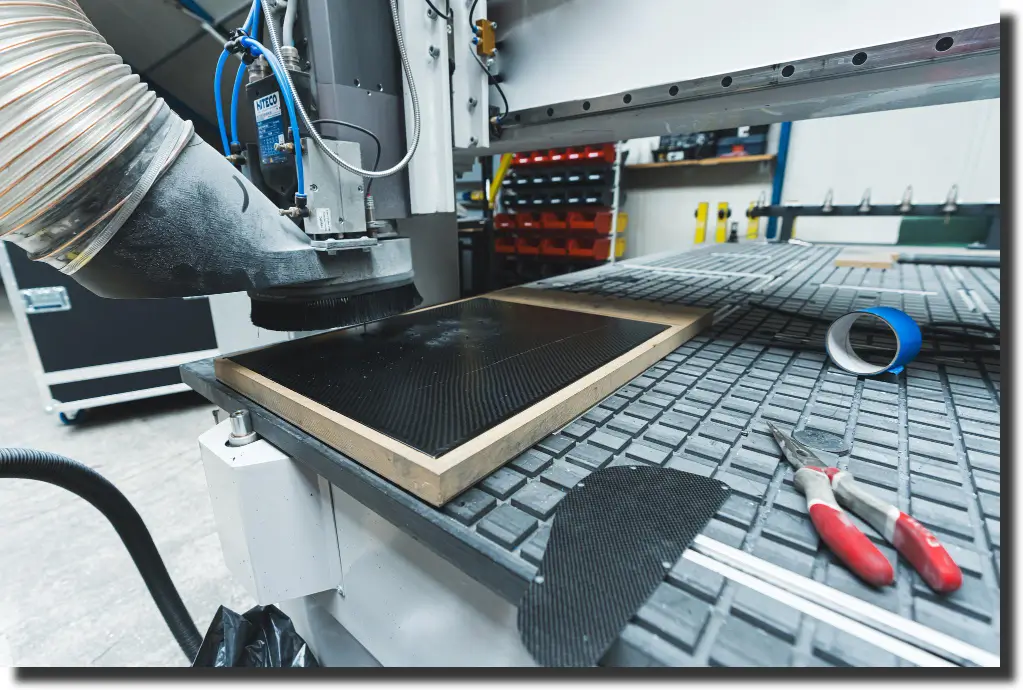
The carbon fiber prepreg manufacturing process is a sequence of controlled processes. It starts with the part requirement and ends with composite trimming, finishing, inspection, and a part ready for assembly.
At AMC Composites, post-cure steps affect final dimensions, edge quality, surface durability, and quality checks are part of the finished component, not separate afterthoughts.

Prepreg supports high-performance parts by giving the manufacturer control over the starting material and process. Resin content is built into the material system, reducing variation from part to part.
Fiber placement is easier to control. When the design depends on a specific layup schedule, prepreg allows each ply to be positioned with defined orientation and purpose. This supports stiffness, strength, and dimensional control in the finished component.
Prepreg is also used when appearance and performance both matter. A controlled mold surface, clean layup, and stable cure produce carbon fiber components with strong mechanical properties and a refined finish.
That is why this route is common in demanding aerospace, automotive, and racing applications. It is not chosen for being advanced, but because it gives teams a repeatable way to connect design intent with production quality.
Various composite manufacturing routes solve different problems. Prepreg is not always the lowest-cost route, but it is often the right choice when performance, repeatability, and laminate control are required.
Final component quality is decided before final cure. Once the resin advances and the laminate becomes solid, most defects are difficult to correct. That is why storage, handling, layup, bagging, curing, and post-cure machining all need to work as one controlled process.
Most prepreg quality issues start in predictable areas:
Ply orientation is usually the first risk point. If a ply shifts, bridges across a radius, or wrinkles into a tight feature, the finished carbon fiber part can lose strength or dimensional accuracy. The prepreg material may still be correct, but the laminate no longer follows the intended load path.
Tooling and bagging discipline matter for the same reason. A stable mold, clean tool surface, leak-free vacuum bag, and correct consumables help the laminate compact evenly. Poor vacuum integrity can leave trapped air in the stack and create porosity or local thickness variation.
Cure control is the next point. Heat and pressure need to match the material system, laminate thickness, and part geometry. A cure schedule that works for one part may not produce the same result in a thicker or more complex component. The process has to support full consolidation without creating distortion, resin-rich zones, or internal defects.
Quality can also be lost after curing. Trimming, drilling, sanding, and assembly affect final dimensions, edge quality, and interface durability. A well-cured prepreg carbon fiber part still needs controlled post-processing to become a finished component.

At AMC Composites, prepreg is not treated as a standalone material choice. It is one route inside an end-to-end manufacturing workflow that connects design, tooling, layup, cure, trimming, finishing, assembly, and inspection.
Our process starts with design for manufacturability. We look at part complexity, assembly needs, material selection, and process optimization before production decisions are locked. This helps prevent problems like poor ply access, sharp transitions, difficult debulk zones, and interfaces that are hard to finish consistently.
In-house design and development support the early stage. Our team can work from CAD, reverse engineering components, utilize 3D scanning and metrology to define a part that can be manufactured repeatedly. Prototyping then helps validate fit, form, function, and process assumptions before full-scale production.
From there, AMC can support the full production chain. Mold making and machining prepare the tooling. Kit cutting improves ply accuracy and material efficiency. Composite manufacturing turns the ply schedule into a cured structure. Trimming, finishing, and assembly bring the part to final condition. Composite inspection confirms that the part stays inside the required quality window.
That full workflow is what makes prepreg carbon fiber practical for demanding parts. The value is not only in the material. The value comes from controlling every step that turns the material into a repeatable component.
Use this checklist before committing a part to prepreg:
Prepreg carbon fiber gives manufacturers a controlled path to high-performance composite parts, but the process must be managed from start to finish. Resin content, ply placement, consolidation, cure, tooling, trimming, and inspection all affect the final result.
For carbon fiber wheels, housings, brackets, structural covers, and custom carbon fiber parts, prepreg supports strong mechanical performance and repeatable production when the part is designed around the process.
Contact AMC Composites to review your print, confirm the duty case, and define a manufacturable prepreg path with an inspection plan for repeatable performance.
.webp)



